アルミ切削加工 フライス加工 アルミ精密部品

こんにちは!
美岳製作所の山田です。
寒くなってきましたね。凍結路面が出てくる可能性が高くなってきたので
トラックのタイヤはスタッドレスタイヤに履き替えました!
今回の記事は、材質がA5052が多めのアルミ切削加工たちになります。
前回の記事では、アルミの削り方なんて記事を書かせていただきましたが、
今回は、美岳製作所の実績として、切削加工したモノを紹介していきたいと思います。
アルミ切削加工 フライス加工 アルミ精密部品

材質A5052
アルミですが、今回のモノは、工具を購入して切削加工した箇所がありますので
ポイントとしてご説明させていただきます。
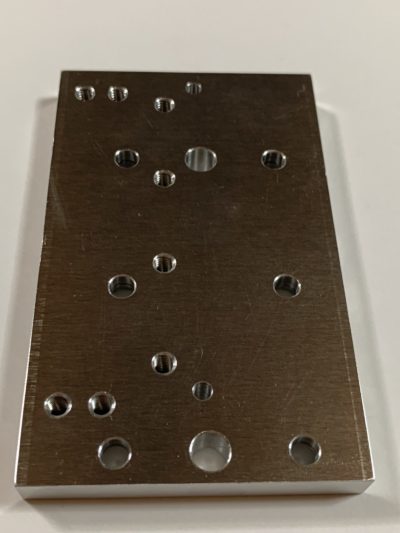
①Φ2で交差+0.02、長さ35ミリの長い穴の穴あけ加工
Φ2の穴ですので、穴深さ35ミリですと、約17、5倍の穴深さになります。
そして、穴の途中が途切れている状態での穴あけ加工ですので、
穴が0.01ミリでも偏芯してしまう可能性の高い加工なのですが、
美岳製作所では、このような交差の厳しく、偏芯のしやすい状態での穴あけ加工も可能となります。
具体的にどのような加工で穴あけ加工したのか?
皆様の気になるポイントですよね!?
フライス加工にて交差の厳しいときの穴あけ加工の仕上げ加工の加工手順として
フラッドエンドミルなどを使用して真円加工や、ボーリングユニットを使用してボーリング加工、
工具のリーマなどを使用して仕上げ加工することが多いと思います。
おそらく、ボーリング加工をしてH7交差の穴あけ加工をすることが多いと思います。
今回は、Φ2で有効長さが35ミリ、そして穴ずれしやすい形状になっていることから、
美岳製作所では、リーマを仕上げ加工に使用しました。

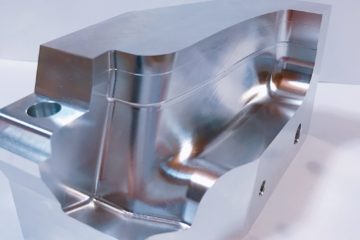
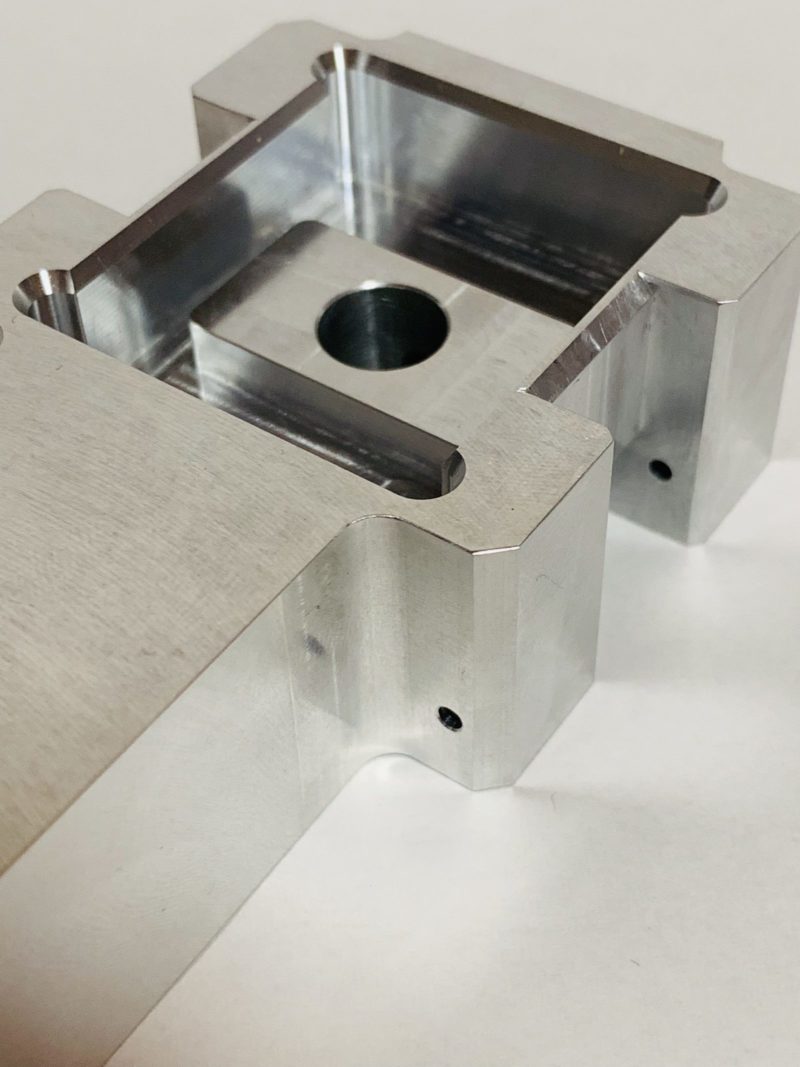
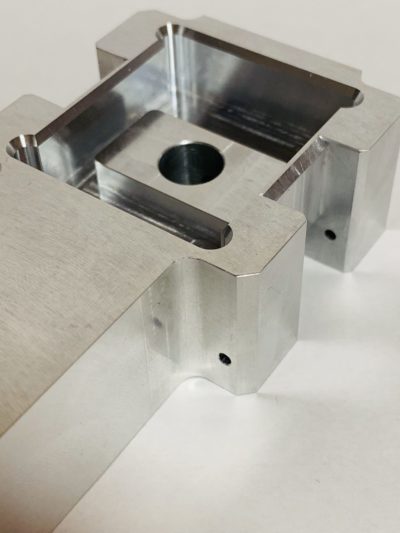
材質A5052
こちらの加工内容は、ザグリ穴と30度に傾いている斜面ですね。
45度のC面とは違って、ボールエンドミルを使用するのか、万力でクランプする時に
傾けてクランプすることや、正直台を30度傾けたモノを使用するなど、様々な方法にて
加工されると思いますが、美岳製作所では、5軸加工機を使用して
簡単に加工することができます!
このように、簡単に角度のついた形状も、特殊な工具やボールエンドミルなどを使用せずに
面精度もよく切削加工できます!
また、工程数を減らすこともできるという大きなポイントもあるので時間短縮に大きく貢献できます!
美岳製作所では、アルミ切削加工、しっかりと対応しております!
以前の記事でも、アルミの加工記事も書いておりますので、よろしければ
閲覧よろしくお願いいたします。アルミの削り方
アルミ精密部品でお困りの方いらっしゃいましたら、是非
美岳製作所までお問い合わせお待ちしております!

美岳製作所 山田剛嗣