アルミ切削加工手順(マシニング加工・アルミ)

おはようございます!
寒くなってきてパーカーを羽織る事が増えた山田です。
パーカー大好き人間です。腕まくりしやすいので。
さて、今週の切削加工!
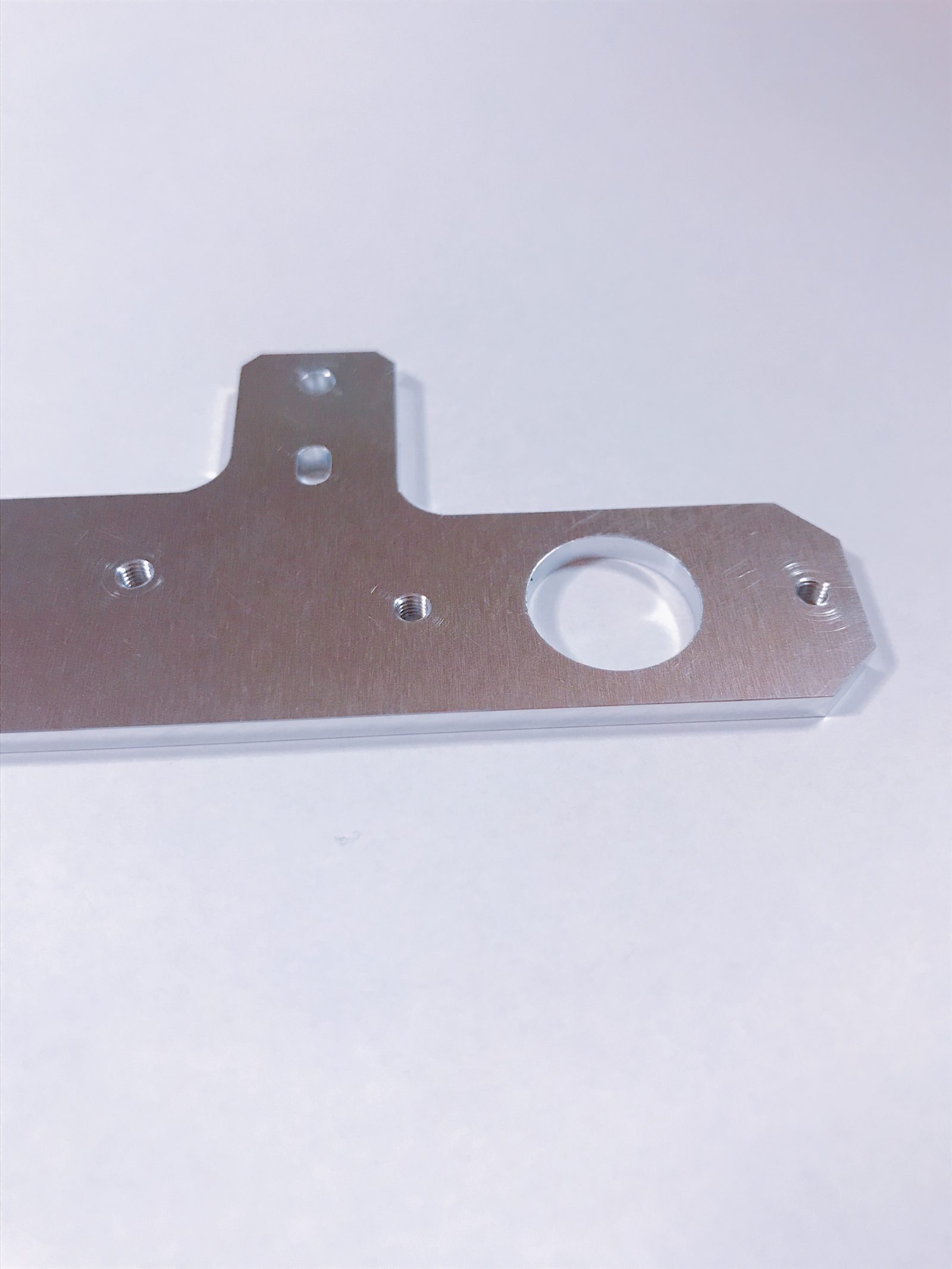
アルミ切削加工のモノになります!
材質 A5052
ワークサイズ 10×50×100
穴あけ加工の内容としては、ねじ切り加工、
一般交差レベルの穴あけ加工になります!
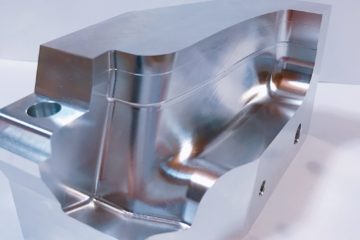
ワークサイズの6Fのアルミ材から穴あけ加工後、治具を作成して、ボルトを使用して
モノを締めてから輪郭加工で完成です!
輪郭加工の荒加工は当然、ラフィングエンドミルを使用、仕上げはアルミ用エンドミルにて輪郭加工です!
荒加工の残り代は0.2ミリ
アルミ用エンドミルの中仕上げの残り代0.1ミリ
そして仕上げと、3工程にて輪郭加工をしてます!
3工程は段差を削る加工ですね!
この加工はアルミ用エンドミルの一本で仕上げています!
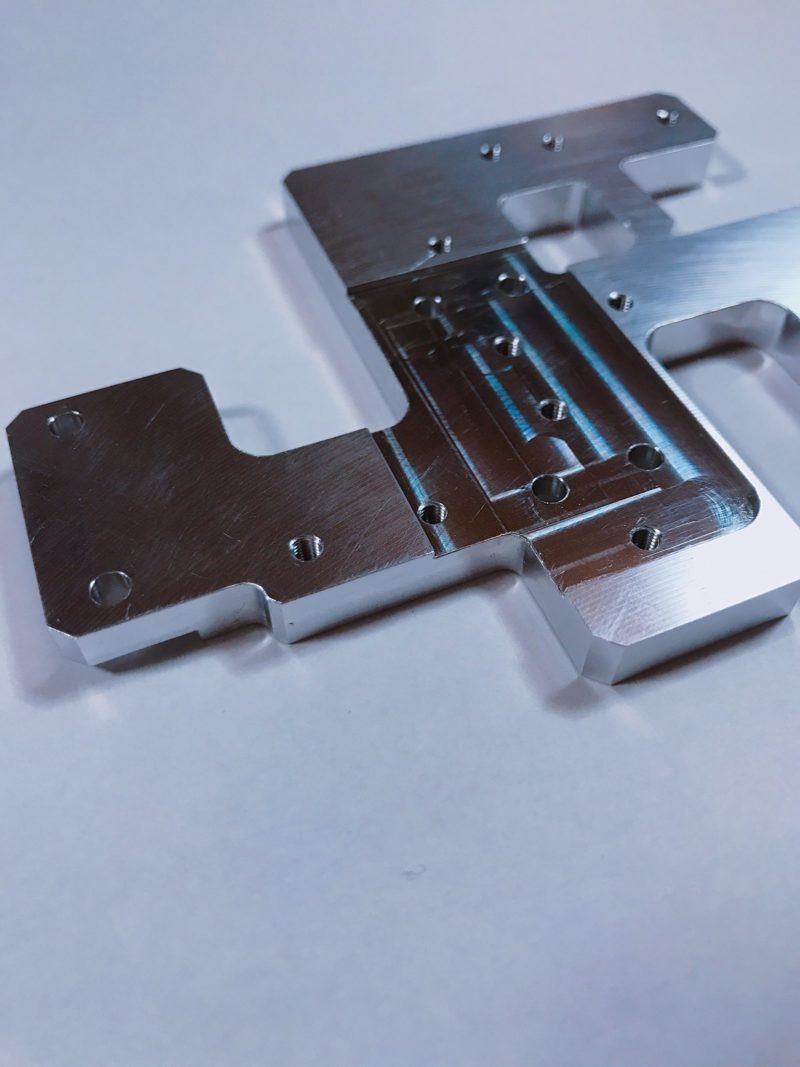
材質 A5052
ワークサイズ 8×35×80
こちらのモノも上記のモノと似たような加工手順になってしまうのですが、
穴あけ加工後、治具にてモノをボルトで締めてから輪郭加工で仕上げています!
治具を使用してボルトで締めることによって、
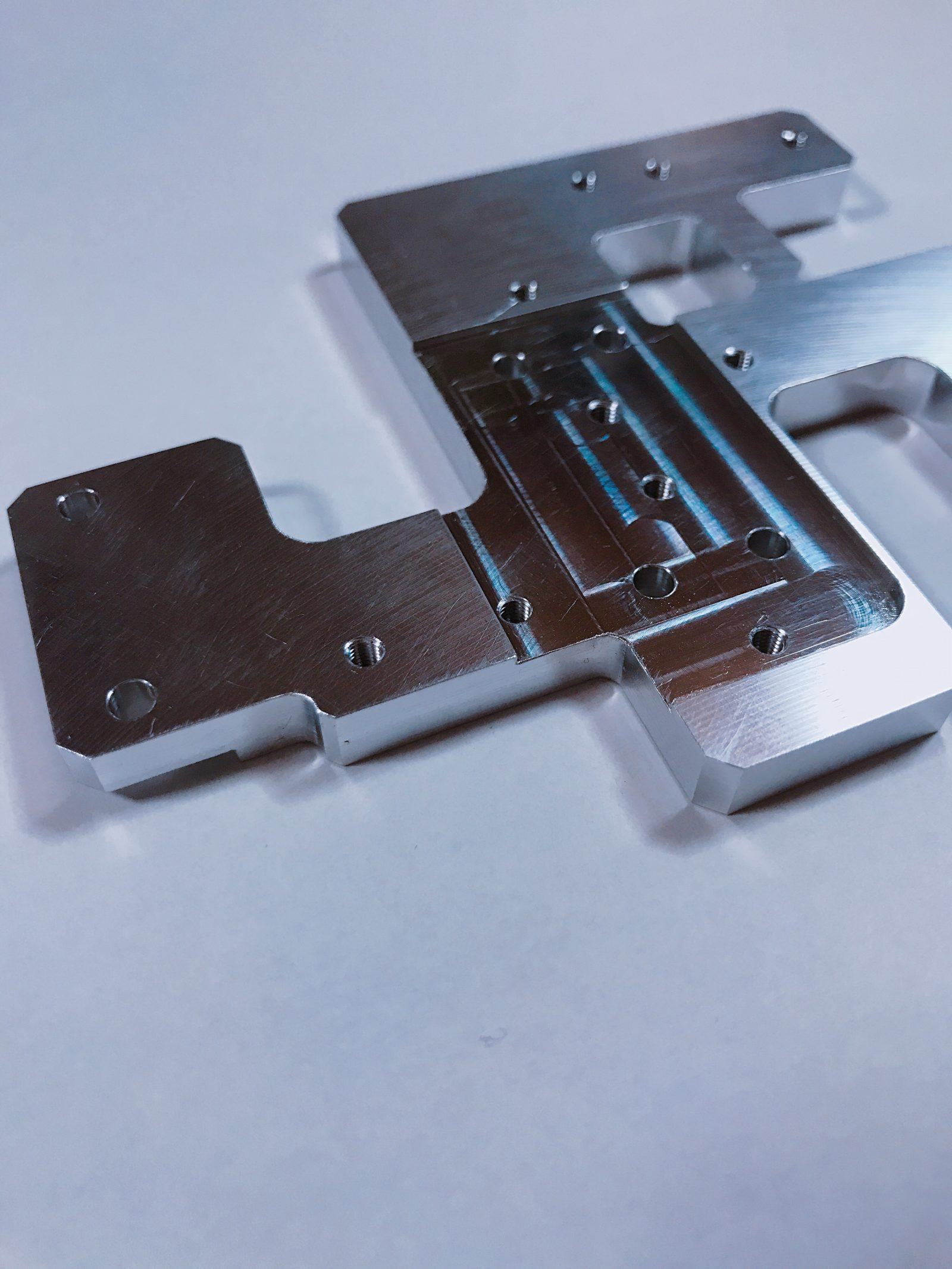
モノの切削加工後の変形を防ぐ事ができます!また、薄物の加工のモノですと万力でクランプしてしまうと
切削加工する時にモノが、削る力によってとばされたり、変形をおこしやすく、また万力の締める力が強いと
モノを万力の締める力により、モノを潰してしまう事もあるので、
冶具とボルトでしっかりと固定したほうが、良いことが多いです。
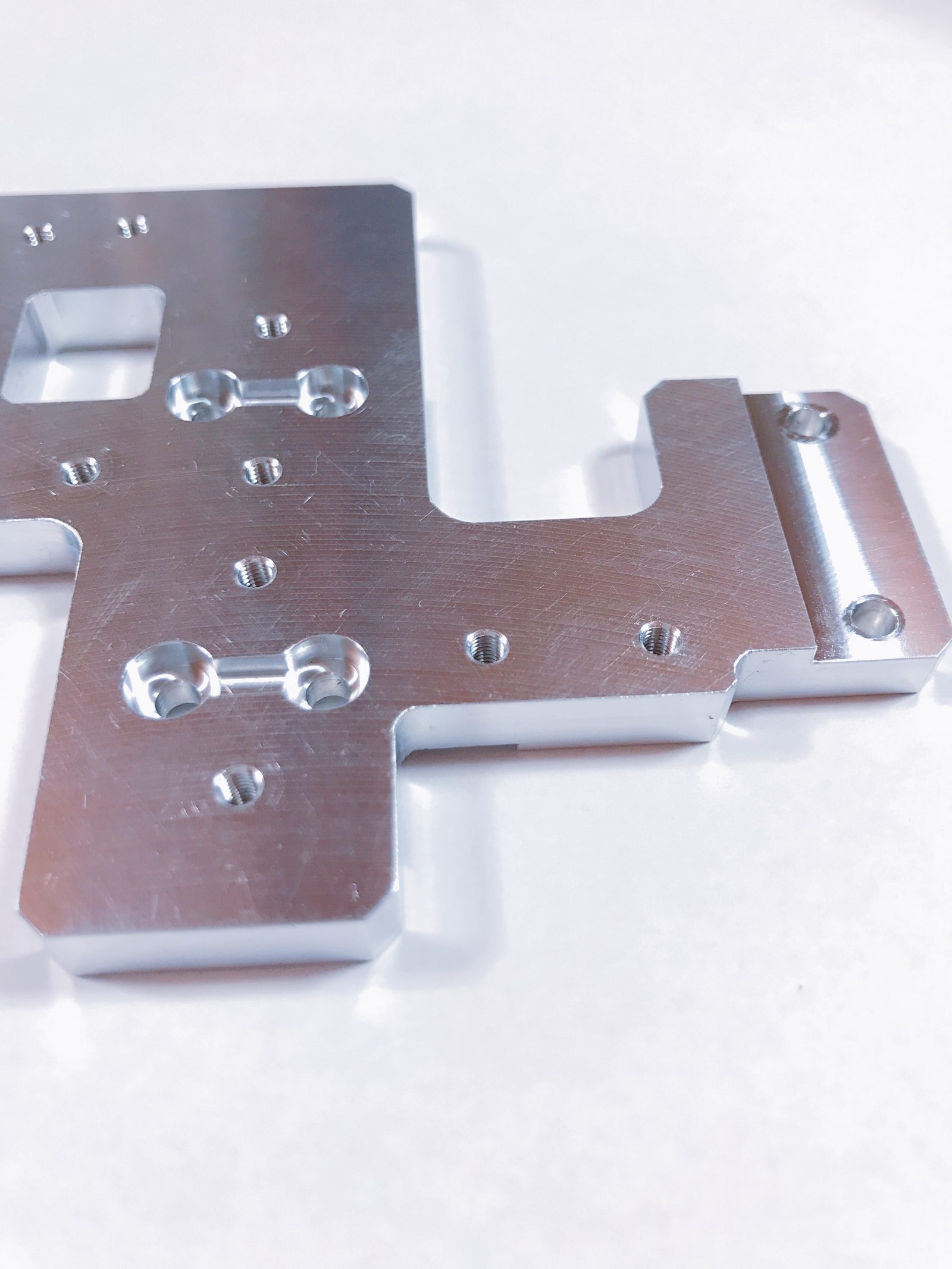
美岳製作所では、万力を使用してクランプすることや、冶具を使用してモノを固定させるノウハウを持ち合わせておりますので
薄物加工や、変形しやすいモノでも変形する量を少なくすることが可能です。
何かお困りの切削加工品ありましたら是非、美岳製作所にお問い合わせお待ちしております!
美岳製作所 山田剛嗣