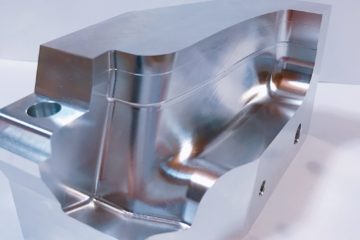
長円のシャフトの切削加工 S45C


お久しぶりです
山田です。
今回の加工品は、長円のシャフトになります!

丸材からの削り出しで、インデックスを使用して加工しているのがポイントになります。
チャック単体で5軸加工機を使用して切削加工するのが時間もかからず、ボールエンドミルの芯を使用しない加工方法により
綺麗な切削面になるのですが・・・。
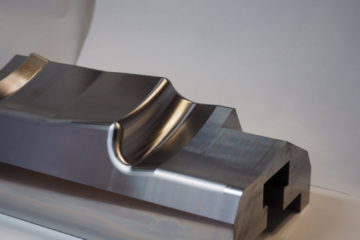
チャック単体ですと切削物が、ビビり面になってしまうため、インデックスを用いて切削加工しました。
当然、180度ずつの加工になるのですが、切込み量を細かめに設定することにより
加工時間は長くなるのですが、比較的綺麗な切削面にすることが可能になりました。
インデックスに干渉しないように工夫するのがポイントになりました!!
また、長円には0.01単位の交差もあったため気持ちもビビりながらボールエンドミルにて切削加工いたしました。
金属の切削加工の事で何かお困りの事ありましたら、お問い合わせください。
美岳製作所 山田剛嗣