色々な形状を5軸加工機で! アルミ金型 複雑形状


まず、はじめにお伝えしたいのが、
こちらのモノは3軸加工でも加工可能です!
え、じゃあ何故XYZの3軸加工で加工しないの?マシニングセンタで加工したほうが安くできるんじゃないのか?
そう思われる方、いらっしゃると思います。勿論、工作機械の種類によって一時間あたり頂くチャージ料金は変動します。
尚更、5軸加工機よりもマシニングセンタで加工したほうが良いと思いますよね?では、何故5軸加工機なのか…
工具の突き出し量がポイントです
理想的な工具の突き出し量としましては、
工具直径の5倍以内に抑える事によって切削条件、削った面の綺麗さが良好なモノになります!
ですが、工具直径の5倍以上になってしまうと
切削条件の低下、削った面の綺麗さが失われてしまいます。
特注にて工具を購入するコスト
特注にて購入すると、納期や金額が大幅に変わってしまいます。
加工時間、購入品、高精度を考えますと5軸加工の方がお得!
5軸加工ですので、モノを傾斜させる事により工具直径の5倍以内は守りやすくなります!

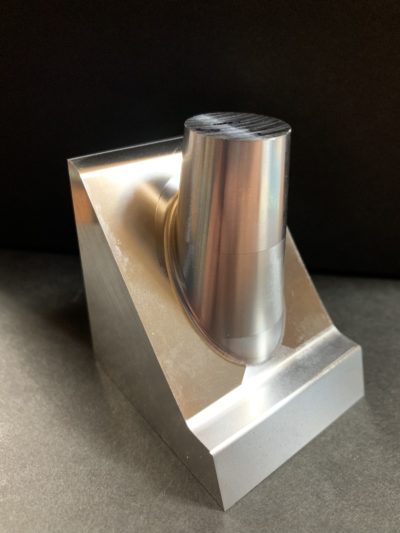
ご覧の通り、アンダーカットのある形状になります!
同時4軸加工にて、部分的に同時5軸加工になってしまう箇所もありましたが、
高精度を求めて、出来るだけ同時4軸加工に
なるようにツールパスを出してNC加工しました!
最小RはR0.5になります!
勿論、工具の突き出し量は5D以下!
切削スピードも速いので加工時間、高精度のモノに仕上がりました!
金型関係のモノなので、切削工具による段差、多軸による精度誤差・段差には細心の注意をして5軸加工しております!
ちなみに、今回のモノは最小R0.5
突き出し量も3軸加工であれば、
突き出し30ミリ必要なところが
5軸加工ですと、2ミリ!(切削加工する部分)

材質 A2017
ワークサイズ 100×130×200
比較的小さい金型のモノになります!
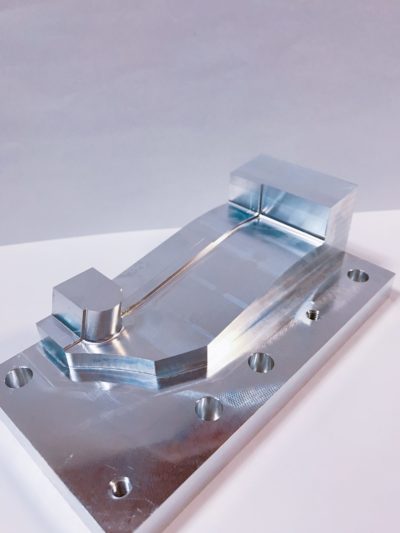
こちら、最小Rが2Rとそこまで小さいRの形状ではないのですが、
3D加工だけで加工をしようとしますと、
ホルダーとモノが干渉してしまう形状になっております…
ですので、今回の作り方としては3D加工出来るところは3D加工、
部分的に5軸加工にて作成させていただきました!
今回のモノはアンダーカットはない形状なのですが、細いボールエンドミルにて加工しなければいけない場所、
工具の突き出し量を考えると放電加工機で加工したいような場所も
5軸加工機にて、一工程で加工できました!
工程数が増えてしまうと、精度の問題や金額的な問題も出てきてしまいますので、
弊社では出来るだけ工程数を減らし
そして場合によっては冶具を作成してからの切削加工をさせていただいております!

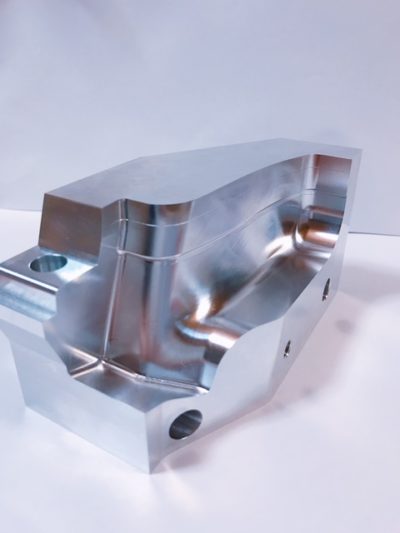
内側に角度がついてアンダー形状に!
この加工は同時5軸加工機にて
切削加工しています!
5軸加工機じゃなきゃできないのか?
そんな事ありませんよ!
ただ…、専用の工具、Tスロットカッターを
その都度、購入しなければいけません。
在庫であるような形状ではありませんので
特注にて対応となってしまい、
単品モノの時にはとても高くついてしまいます。

こちらの製品は同時4軸加工による削り出しの製品になります。
今回の加工方法では、割り出し加工を使用せずに、荒加工一つ、仕上げ加工一つ
合計二つのプログラムにて切削加工しました!
HYPERMILL様様でございます・・・。
切削工具の動きとしましては、A軸固定の同時4軸加工で行いましたので
高精度、スピーディーに切削加工できました!
弊社では、三次元形状に力を入れております!三次元形状や複雑形状で
お困りの方がいらっしゃいましたら
是非、お問合わせお待ちしております!!
5軸加工は時間チャージ高いからなー
マシニングセンタで安くできるでしょ!
…一度、見直された方が安く良品ができる
可能性もありますよ?
3D形状のモノは是非、美岳製作所へ!
美岳製作所 山田剛嗣